World Class Textile Producer with Impeccable Quality
World Class Textile Producer with Impeccable Quality
Key Sourcing Takeaways
Before submitting an RFQ, confirm three things with your factory: fabric content, design color count, and expected order volume. These determine the method.
Selecting a print method is one of the first decisions you'll make when developing a custom apparel line — and one of the most consequential. The choice affects unit cost, minimum order requirements, fabric compatibility, and how consistently your artwork reproduces across a production run.
Most articles on this topic are written for print shop operators or Etsy sellers choosing equipment. This guide is different: it's written for apparel brand buyers placing OEM orders with a clothing manufacturer. The comparison covers what each method actually looks like from a production standpoint — where costs come from, what can go wrong at volume, and how to communicate your requirements before the first sample.
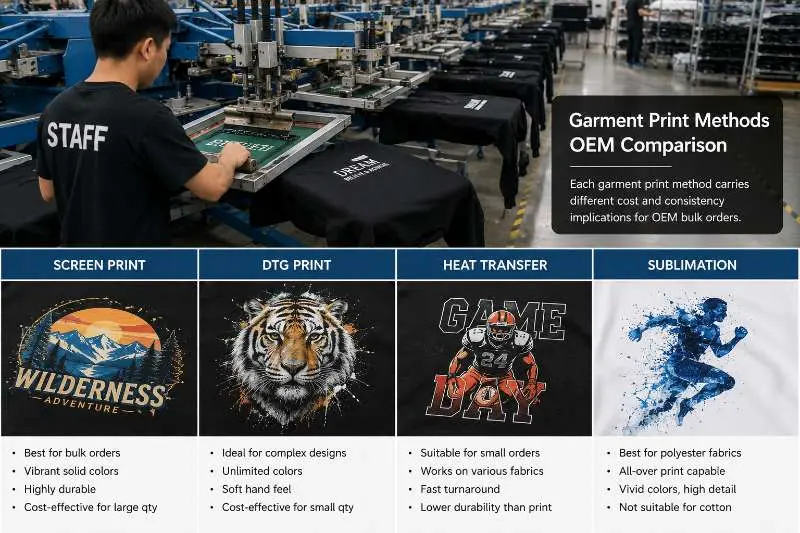
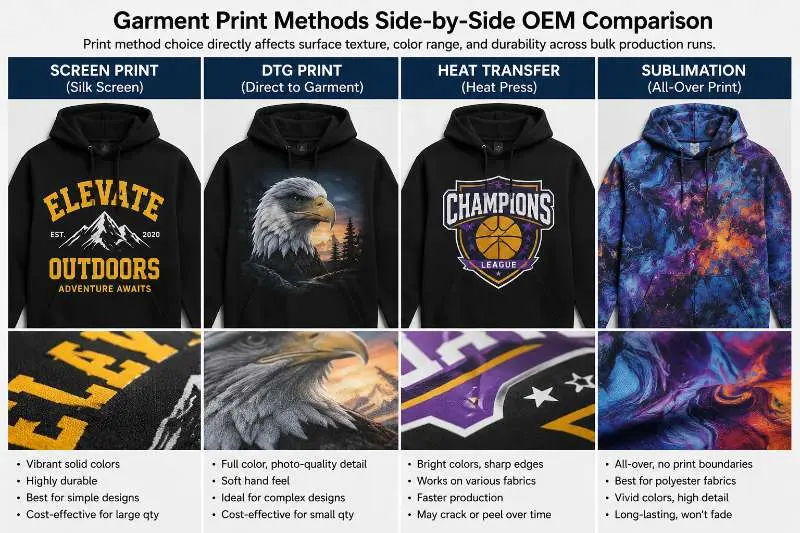
Four methods account for the vast majority of decorative printing in OEM garment production:
Each operates on a different technical principle, which is why they have fundamentally different constraints around fabric type, design complexity, and batch economics. Understanding these constraints before you approach a factory saves multiple revision rounds and prevents costly method-switching after sampling.
Note: this guide does not cover embroidery (a separate decoration category) or DTF (Direct-to-Film), which may not be offered by every OEM garment factory. If your manufacturer supports DTF, the fabric-compatibility and cost logic is similar to heat transfer.
Screen printing forces ink through a prepared mesh screen onto the fabric surface. Each color in the design requires a separate screen, which is set up once and then used for every unit in the run. This is the key to understanding its economics.
The setup cost — screen preparation, registration alignment, ink mixing — is fixed regardless of how many units you print. On a 50-unit run, that fixed cost makes up a large proportion of the total job. On larger production runs, setup costs are spread across more units, which often makes screen printing one of the most cost-efficient options for solid-color work.
Where screen printing works well:
Limitations to plan for:
Direct-to-Garment printing uses inkjet technology to apply ink directly to the fabric surface, in a process that is conceptually similar to printing on paper. There are no screens to prepare and no color-separation setup — the file goes to the printer and the garment comes out the other side.
For brand buyers, this translates to two concrete advantages: no minimum order quantity driven by setup economics, and no limit on design color complexity. A twelve-color photographic graphic costs the same to set up as a two-color one.
Where DTG works well:
Production constraints to account for:
Before submitting your RFQ, confirm:
Heat transfer printing involves printing a design onto a carrier sheet or film, then using heat and pressure to transfer that design onto the garment. The ink or pigment adheres to the surface of the fabric rather than bonding at a fiber level.
The defining advantage of heat transfer is fabric flexibility. Because the design is first created on the transfer medium and then applied, it can go onto cotton, polyester, nylon, spandex blends, or mixed-material constructions — as long as the fabric can withstand the heat press temperature.
Where heat transfer works well:
Trade-offs at production scale:
For brands with a mixed-fabric product line — for example, a collection that includes both cotton tees and nylon-blend outerwear — heat transfer is often the most practical single method to apply across all styles.
Before submitting your RFQ, confirm:
Dye sublimation uses heat to convert solid dye into gas, which then bonds permanently with polyester fiber at a molecular level. The result is not a layer of ink on top of the fabric — the color becomes part of the fiber itself. This is why sublimated prints do not crack, peel, or sit on the surface the way other methods do.
Sublimation also enables all-over printing, meaning designs can extend to the edges and seams of a garment without the placement constraints of screen or DTG printing. For activewear brands building performance leggings, cycling jerseys, or sport-specific tops, this is often the defining capability.
Where sublimation works well:
Hard constraints:
For brands developing custom activewear — leggings, training tops, yoga sets — sublimation is typically the method that best matches the technical requirements of the product. Fabric content confirmation at the development stage is essential: changing from a cotton-poly blend to a polyester-dominant fabric late in development to enable sublimation creates cost and timeline implications.
Before submitting your RFQ, confirm:
The decision comes down to three factors that you should have clarity on before approaching a factory: your fabric composition, your design's color complexity, and your expected order volume. With those three inputs, the method choice becomes largely straightforward.
| Print Method | Best Batch Size | Fabric Fit | Color Complexity | Consistency Risk | Unit Cost Direction |
|---|---|---|---|---|---|
| Screen Printing | High quantity (solid-color runs) | Cotton, blends, polyester | Up to ~6 solid colors | Low — screens are reusable | Decreases sharply with volume |
| DTG | Small batch / sample runs | High-cotton content (≥80% recommended) | Unlimited — photographic detail possible | Medium — batch-to-batch variation higher | Higher per unit; flat across volume |
| Heat Transfer | Small to medium batch | Broad fabric compatibility | Full color | Medium-High — film adhesion varies | Moderate; minimal setup cost |
| Sublimation | Medium to large batch (polyester lines) | Polyester / poly-blend (light base only) | Full color, all-over capable | Low — dye bonds with fiber | Moderate; scales with fabric cost |
The table above reflects typical production characteristics. Specific thresholds — such as the exact quantity at which screen printing becomes cost-competitive — depend on design color count, factory setup fees, and ink type. Confirm exact numbers with your factory during the quotation stage.
Print Method by Brand Profile
| Brand Profile | Typical Order | Recommended Method | Why |
|---|---|---|---|
| Streetwear / graphic brand | 300–1,000 pcs, 4–6 color chest print | Screen printing (commonly preferred) | Setup cost amortized; consistent PMS color across the run |
| Fitness / activewear brand | 200–500 pcs, all-over legging or jersey print | Sublimation (when polyester-based fabrics are used) | Dye bonds with polyester fiber; no cracking under stretch |
| New brand testing a design | 50–100 pcs, photographic or gradient graphic | DTG | No plate setup; viable for low-commitment sample run |
| Multi-fabric product line (cotton + nylon blend) | 200 pcs across mixed styles | Heat transfer | Works across fabric types without separate setup per material |
These scenarios are directional. A streetwear brand launching a gradient-heavy design at 80 units may find DTG more practical initially, then transition to screen printing as order volume grows. The method does not have to be permanent — what matters is that the choice aligns with your current production reality.
How to Communicate Print Requirements in Your RFQ
Factories cannot recommend or quote accurately on a print method without knowing your design parameters. When submitting an RFQ for a decorated garment, include the following in writing:
For brands still developing their first collection, the OEM clothing production process typically begins with a sampling consultation where fabric selection and decoration method are confirmed together, before artwork is finalized.
Yes. It is common for brands to use screen printing on solid-color cotton tees while specifying sublimation for polyester activewear within the same collection. Each style is quoted separately based on its method, fabric, and volume. Mixing methods does not create a production problem — it simply means each style follows its own decoration workflow.
In most cases, no. DTG inks are designed to bond with cotton fiber. On a polyester hoodie, the ink does not absorb correctly and the result will be faded or inconsistent. Additionally, dark garments require a white underbase layer for any DTG print — on polyester, that underbase also has adhesion issues. If your hoodie is a cotton-polyester blend, confirm the cotton percentage with your factory before specifying DTG. For polyester-dominant hoodies with graphic requirements, heat transfer is typically the more reliable option.
At minimum: fabric composition, artwork file or color count, placement description, and expected order quantity. If you have wash durability requirements — for example, the garment will be used in high-frequency laundry environments — specify that as well. The more precisely you describe the print requirement upfront, the more accurate the factory's quote and sample brief will be.
The crossover point depends on design color count and the factory's specific setup fees, so there is no universal number. As a directional reference, screen printing often becomes more cost-competitive than DTG as order volume increases, but the exact crossover point depends on design complexity, color count, and factory pricing structure. Ask for quotes on both methods for your specific design to make an informed decision.
Have a design and need to confirm the right print method before sampling? Share your artwork file, fabric spec, and target quantity — our production team will advise on the best method for your order and provide a factory-direct quote.
 Hoodies Related
Hoodies Related
Oversized Hoodie Wholesale: Fit Spec, GSM and Bulk Order Guide for Brands
READ MORE Top Clothing Manufacturer Recommend
Top Clothing Manufacturer Recommend
10 Best Clothing Manufacturers in China(2025)
READ MORE Hoodies Related
Hoodies Related
Why Are Camo Hoodie a Must-Have for Outdoor Enthusiasts
READ MORE Sourcing & Supplier Guide
Sourcing & Supplier Guide
Clothing MOQ Explained: What Apparel Brands Should Expect from OEM Factories
READ MORE Customization & Craft Guide
Customization & Craft Guide
Garment Print Methods Compared: Screen Print, DTG, Heat Transfer and Sublimation
READ MORE